歡迎光臨西安嘉迅機電科技有限公司網(wǎng)站!
設(shè)為首頁|加入收藏|網(wǎng)站地圖

EN600變頻器在針織大圓機的應(yīng)用
易能EN600系列屬于高性能磁通矢量變頻器,已在浙江、江蘇、廣東等地得到良好的應(yīng)用,其完全滿足了在針織大圓機的運作要求,充分發(fā)揮出EN600低頻大力矩、響應(yīng)速度快等性能優(yōu)勢。
針織大圓機,學(xué)名針織圓形緯編機(或者叫做針織圓緯機),是編織毛衫的主要設(shè)備, 在織物編織過程中,采取圓周運動形式,通過選針來編織花型,編織花型的能力可以通過一定的選針方法達到較高的水平,圓機最大的優(yōu)點就是產(chǎn)量高,因此受到很多毛衫企業(yè)的青睞。 針織大圓機現(xiàn)已經(jīng)廣泛地應(yīng)用于紡織行業(yè)。

針織大圓機要求電機不能出現(xiàn)反轉(zhuǎn)和回轉(zhuǎn),否則針床的針將被折彎甚至折斷,有的設(shè)備并未安裝單向軸承,系統(tǒng)正反轉(zhuǎn)取決于電機控制,需適當(dāng)采用直流制動功能。
系統(tǒng)采用多段速度:
點動:5−6Hz點動運行;
工作:最高80HZ,高速織布運行,設(shè)定頻率由模擬量給定或變頻器開環(huán)頻率數(shù)字給定;
收布:20HZ,低速收布運行,當(dāng)布匹織到一定長度時,需以20Hz左右的低速緩慢收布。
織布時負(fù)載較重,點動/啟動要迅速,要求變頻器低頻大轉(zhuǎn)矩,響應(yīng)速度快。變頻器采用矢量控制模式,以提高電機穩(wěn)速精度和低頻轉(zhuǎn)矩輸出。
針織大圓機控制部分采用單片機或PLC+人機界面控制,對變頻器進行端子控制起停,模擬量給定頻率或使用多段頻率給定。
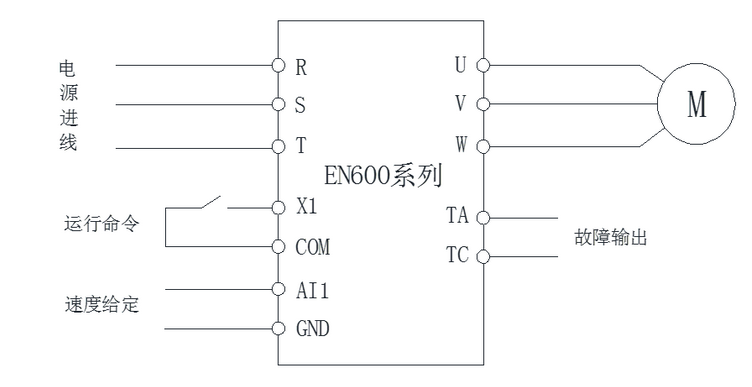
對于多段速控制目前基本有兩種控制方案,一種是利用模擬量給定頻率,不管是點動還是高速低速運行,模擬量信號以及運行指令由控制系統(tǒng)給出;另一種是利用變頻器自帶的多段頻率給定,控制系統(tǒng)給出多段頻率切換信號,點動由變頻器自身提供,高速織布頻率由模擬量給定或變頻器數(shù)字給定。
| 功能碼參數(shù) | 設(shè)定值 | 解釋 |
| F00.00 | 2 | 選擇高級菜單模式 |
| F00.24 | 1 | 磁通矢量控制 |
| F01.00 | 1 | AI1 通道選擇 |
| F01.15 | 1 | 外部端子控制 |
| F01.17 | 50 | 加速 5秒 |
| F01.18 | 8 | 減速 0.8秒 |
| F01.11 | 80 | 上限頻率 80HZ |
| F01.20 | 1 | S 加減速方式 |
| F02.02 | 0.5 | 啟動頻率 |
| F02.11 | 2 | 加速 +直流制動停機 |
| F02.14 | 0.5 | 停機直流制動起始頻率 |
| F02.15 | 2 | 停機直流制動時間 |
| F02.16 | 120 | 停機直流制動電流 |
| F14.25 | 0.1 | 預(yù)勵磁時間 |
| F15.O1 | 根據(jù)機型選擇 | 電機額定功率 |
| F15.02 | 根據(jù)機型選擇 | 電機額定電壓 |
| F15.03 | 根據(jù)機型選擇 | 電機額定電流 |
| F15.04 | 根據(jù)機型選擇 | 電機額定頻率 |
| F15.05 | 根據(jù)機型選擇 | 電機額定轉(zhuǎn)速 |
| F15.06 | 根據(jù)機型選擇 | 電機極對數(shù) |
| F15.19 | 1 | 電機自整定 |
1 、采用EN600磁通矢量控制模式,根據(jù)電機銘牌設(shè)置電機參數(shù),旋轉(zhuǎn)自學(xué)習(xí)。
2 、避免回轉(zhuǎn),有的針織大圓機系統(tǒng)加裝了單向軸承的機器,但是某些大圓機在機械上沒單向軸承,輕微的反轉(zhuǎn)可能就會損壞針盤,所有要控制好電機,需對變頻器設(shè)置停機直流制動參數(shù),確保停機時電機軸完全剎住。
1 、具有S型加減速啟停平滑;
2 、磁通矢量控制模式,低頻大力矩、響應(yīng)速度快;
3 、減速加直流制動功能,停機和制動穩(wěn)定;
4 、采用磁場轎直功能,避免設(shè)備反轉(zhuǎn)造成斷針。


地址:西安市環(huán)城西路218號融合大廈A座705室
電話:029-8333-8520 傳真:029-8863-8396
24小時客服熱線:18092687103 18092687106
備案號:陜ICP備10200236號 版權(quán)所有:西安嘉迅機電科技有限公司 技術(shù)支持:西安嘉迅 



